Realizzando delle giunzioni di lastre da installare
all’esterno, si deve tenere conto della dilatazione termica della lastra.
Allo scopo di evitare il bloccaggio della lastra il gioco del foro nel
pannello deve corrispondere alla prevedibile dilatazione.
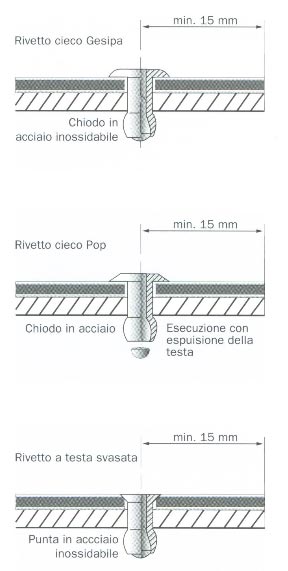
Le lastre DIBOND possono essere giuntate tra loro o con altri materiali
mediante rivetti idonei per l’alluminio.
Normalmente all’esterno e in ambienti umidi vengono impiegati rivetti ciechi
in alluminio con chiodo in acciaio mossidabile, per evitare fenomeni di
corrosione. Usando rivetti ciechi in alluminio con chiodo in acciaio, questo
viene espulso (rivettatura a strappo).
Per prevenire il bloccaggio della lastra, il rivetto dovrebbe essere
posizionato nel corrispondente foro della lastra dotando la pistola
rivettatrice di idoneo accessorio a mascherina atto ad evitare la pressione
del rivetto sulla superficie della stessa. Tale accessorio può essere
fornito dai produttori di rivetti ciechi con diametro della testa 11 o 14
mm.
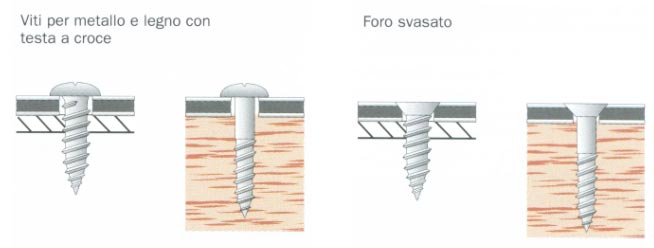
FISSAGGIO CON VITI
INTERNI
Viti
per legno e viti per lamiera con diverse forme della testa possono essere
usate per applicazioni in interni. Normalmente esse non consentono alcuna
dilatazione delle lastre.
Viti a testa svasata possono essere posizionate con il procedimento usuale o
imbutendo adeguatamente il bordo della superficie in alluminio verso
l'interno del foro. Nel far questo, il diametro del foro nella lastra dovrà
essere superiore al diametro della vite.
Importante:
Rimuovere la protezione pelabile prima di avvitare.
ESTERNI
Si
raccomanda di tener conto della dilatazione termica di DIBOND nell'uso di
fissaggi a vite in applicazioni esterne. Al fine di evitare il bloccaggio il
diametro del foro dovrà consentire il movimento della lastra. Giunzioni con
viti senza bloccaggio sono ottenibili con idonee viti per facciata. fare
attenzione di non effettuare un serraggio eccessivo. Sono disponibili
cappellotti in plastica colorata da applicarsi sulla testa delle viti. (Si
prega di farne richiesta al momento dell'ordine delle viti).
SALDATURA AD ARIA CALDA
La tecnica di saldatura ad aria calda utilizzata per
saldare pannelli termoplastici è idonea anche per DIBOND.
Il nucleo della lastra ed il cordoncino termoplastico sono riscaldati e
saldati con apparecchiature elettriche ad aria calda. per ottenere un buon
risultato occorre tener presenti i seguenti presupposti:
• Bordi da giuntare ben preparati per la saldatura
• Cordoncino di saldatura di buona qualità
• Aria calda pura
• Temperatura appropriata
• Pressione d’appoggio idonea
• Velocità di saldatura corretta.
SALDATURA CON UGELLO DI SALDATURA RAPIDA
La tecnica con ugello di saldatura rapida consente un
riscaldamento omogeneo del nucleo di DIBOND e del cordoncino di apporto con
conseguente migliore qualità della saldatura. Il cordoncino A è inserito
manualmente nell’incavo dell'ugello B. Esercitando una pressione costante
sul condotto dì distribuzione dell’ugello, il cordoncino di apporto viene
inserito nel giunto da saldare.
PREPARAZIONE DELLA SEDE DI SALDATURA
Per la saldatura di testa smussare a 45° i bordi della
lastra DIBOND.
Poiché il materiale termoplastico del nucleo si ossida rapidamente a
contatto con l’aria, è bene completare le operazioni di saldatura entro 24
ore dalla fresatura dei bordi da giuntare.
CORDONCINO DI APPORTO
Si raccomanda di usare la seguente tipologia:
Polietilene, morbido, tipo:1800-h Colore: nero, diametro: 3-4 mm La
superficie esterna (strato ossidato) del cordoncino di apporto dovrà essere
rimossa con tela smeriglio immediatamente prima dell'utilizzo. Smussare la
testa di invito del cordoncino a 45°.
TEMPERATURA
Per una corretta operazione di saldatura la temperatura
di esercizio è:
DIBOND 265°C ±5°C
La temperatura deve essere regolabile in continuo e misurata a 5 mm
dall’uscita dell’ugello con l’ausilio di un termometro al mercurio o un
dispositivo di misurazione bimetallico. Per misurare la temperatura si deve
rimuovere l'ugello di saldatura rapida.
SALDATRICE AD ARIA CALDA
Raccomandiamo la saldatrice ad aria calda Leister, tipo
DIODE PID, unitamente al soffiante tipo MINOR
RASATURA DELLA BAVA DI SALDATURA
Per rasare la bava di saldatura si fa ricorso ad una lama
di raschietto od un coltello guidato con minima angolazione sul cordoncino
non appena si è raffreddato.
Per giunzioni con saldatura a vista, si rifilerà l’eccesso di cordoncino sia
sulle saldature ad angolo che di testa a mezzo di taglierina con lama a
quarto di luna.
INCOLLAGGIO
La maggior parte delle colle per metallo o universali
sono idonee per applicazioni in interni, Stand fieristici, macchinari.
Per le applicazioni suindicate si possono usare i nastri
biadesivi (come ad es. i prodotti 3M lsotac oppure Acrylic Foam), quando non
è richiesta una forte resistenza alla trazione ed al taglio. Per giunzioni
separabili si possono usare i nastri velcro, che si trovano in vendita ad
es. sotto il nome SCOTCHMATE, oppure i nastri di giunzione con il marchio
Dual Lock.
Importante:
Per I’applicazione e l’uso delle colle e dei nastri adesivi si prega di far
riferimento alle indicazioni del fornitore.
Colle ed adesivi non fanno presa sui bordi in materiale plastico della
lastra DIBOND.
L’ accoppiamento di lastre DIBOND con lastre di altro materiale può dar
luogo a deformazioni, dovute a differenti coefficienti di dilatazione ed
effetto di corrosione bimetallica.
GIUNZIONI
AD INCASTRO
Sistemi di giunto a morsetto in alluminio e plastica sono
particolarmente idonei per DIBOND. Essi consistono generalmente di due parti
il cui effetto morsa viene ottenuto con il serraggio di bulloni.
Esistono sistemi di giunzione a morsetto di vario design per allestimenti di
espositori e display (non idonei per applicazioni in esterno).
Il sistema a morsetto “Klemm’ ha ganasce regolabili in plastica.

 Viti
per legno e viti per lamiera con diverse forme della testa possono essere
usate per applicazioni in interni. Normalmente esse non consentono alcuna
dilatazione delle lastre.
Viti
per legno e viti per lamiera con diverse forme della testa possono essere
usate per applicazioni in interni. Normalmente esse non consentono alcuna
dilatazione delle lastre.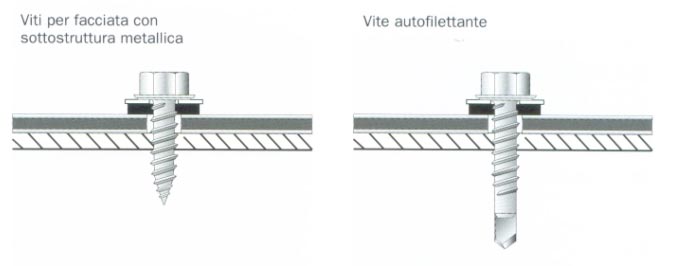 Si
raccomanda di tener conto della dilatazione termica di DIBOND nell'uso di
fissaggi a vite in applicazioni esterne. Al fine di evitare il bloccaggio il
diametro del foro dovrà consentire il movimento della lastra. Giunzioni con
viti senza bloccaggio sono ottenibili con idonee viti per facciata. fare
attenzione di non effettuare un serraggio eccessivo. Sono disponibili
cappellotti in plastica colorata da applicarsi sulla testa delle viti. (Si
prega di farne richiesta al momento dell'ordine delle viti).
Si
raccomanda di tener conto della dilatazione termica di DIBOND nell'uso di
fissaggi a vite in applicazioni esterne. Al fine di evitare il bloccaggio il
diametro del foro dovrà consentire il movimento della lastra. Giunzioni con
viti senza bloccaggio sono ottenibili con idonee viti per facciata. fare
attenzione di non effettuare un serraggio eccessivo. Sono disponibili
cappellotti in plastica colorata da applicarsi sulla testa delle viti. (Si
prega di farne richiesta al momento dell'ordine delle viti).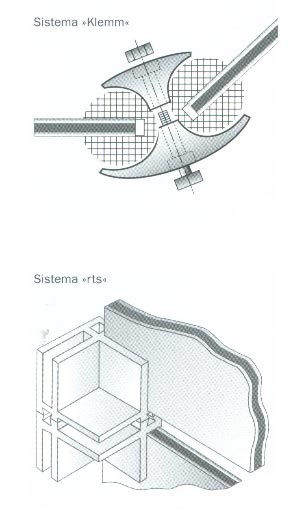 GIUNZIONI
AD INCASTRO
GIUNZIONI
AD INCASTRO